





ขั้วไฟฟ้ากราไฟท์ UHP 350 มม. ในกระแสไฟฟ้าสำหรับการถลุงเหล็ก




พารามิเตอร์ทางเทคนิค
| พารามิเตอร์ | ส่วนหนึ่ง | หน่วย | ข้อมูล UHP 350 มม. (14 นิ้ว) |
| เส้นผ่านศูนย์กลางที่กำหนด | อิเล็กโทรด | มม.(นิ้ว) | 350(14) |
| เส้นผ่านศูนย์กลางสูงสุด | mm | 358 | |
| เส้นผ่านศูนย์กลางต่ำสุด | mm | 352 | |
| ความยาวที่กำหนด | mm | 1600/1800 | |
| ความยาวสูงสุด | mm | 1700/1900 | |
| ความยาวขั้นต่ำ | mm | 1500/1700 | |
| ความหนาแน่นกระแสสูงสุด | KA/ซม2 | 20-30 | |
| กำลังการผลิตปัจจุบัน | A | 20,000-30,000 | |
| ความต้านทานจำเพาะ | อิเล็กโทรด | μΩm | 4.8-5.8 |
| หัวนม | 3.4-4.0 | ||
| ความแข็งแรงของแรงดัดงอ | อิเล็กโทรด | เมปา | ≥12.0 |
| หัวนม | ≥22.0 | ||
| โมดูลัสของยัง | อิเล็กโทรด | เกรดเฉลี่ย | ≤13.0 |
| หัวนม | ≤18.0 | ||
| ความหนาแน่นเป็นกลุ่ม | อิเล็กโทรด | กรัม/ซม3 | 1.68-1.72 |
| หัวนม | 1.78-1.84 | ||
| ซีทีอี | อิเล็กโทรด | ×10-6/℃ | ≤1.2 |
| หัวนม | ≤1.0 | ||
| เนื้อหาเถ้า | อิเล็กโทรด | % | ≤0.2 |
| หัวนม | ≤0.2 |
หมายเหตุ: สามารถเสนอข้อกำหนดเฉพาะเกี่ยวกับมิติข้อมูลได้
สินค้าเกรด
เกรดอิเล็กโทรดกราไฟท์แบ่งออกเป็นอิเล็กโทรดกราไฟท์กำลังปกติ (RP), อิเล็กโทรดกราไฟท์กำลังสูง (HP), อิเล็กโทรดกราไฟท์กำลังสูงพิเศษ (UHP)
การประยุกต์ใช้ส่วนใหญ่สำหรับเตาอาร์คไฟฟ้าในการผลิตเหล็ก
อิเล็กโทรดกราไฟท์สำหรับการผลิตเหล็กคิดเป็น 70-80% ของจำนวนการใช้อิเล็กโทรดกราไฟท์ทั้งหมด การส่งผ่านแรงดันและกระแสไฟฟ้าแรงสูงไปยังอิเล็กโทรดกราไฟต์ จะทำให้เกิดอาร์คไฟฟ้าระหว่างปลายอิเล็กโทรดกับเศษโลหะ ซึ่งจะทำให้เกิดความร้อนมหาศาลเพื่อละลายเศษเหล็ก กระบวนการถลุงจะใช้อิเล็กโทรดกราไฟท์ และต้องเปลี่ยนอย่างต่อเนื่อง
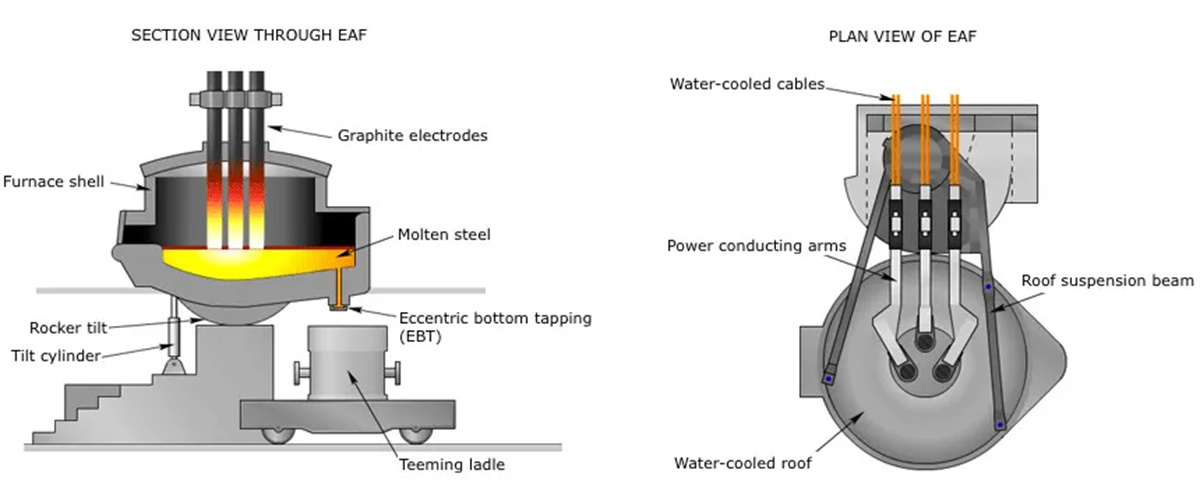
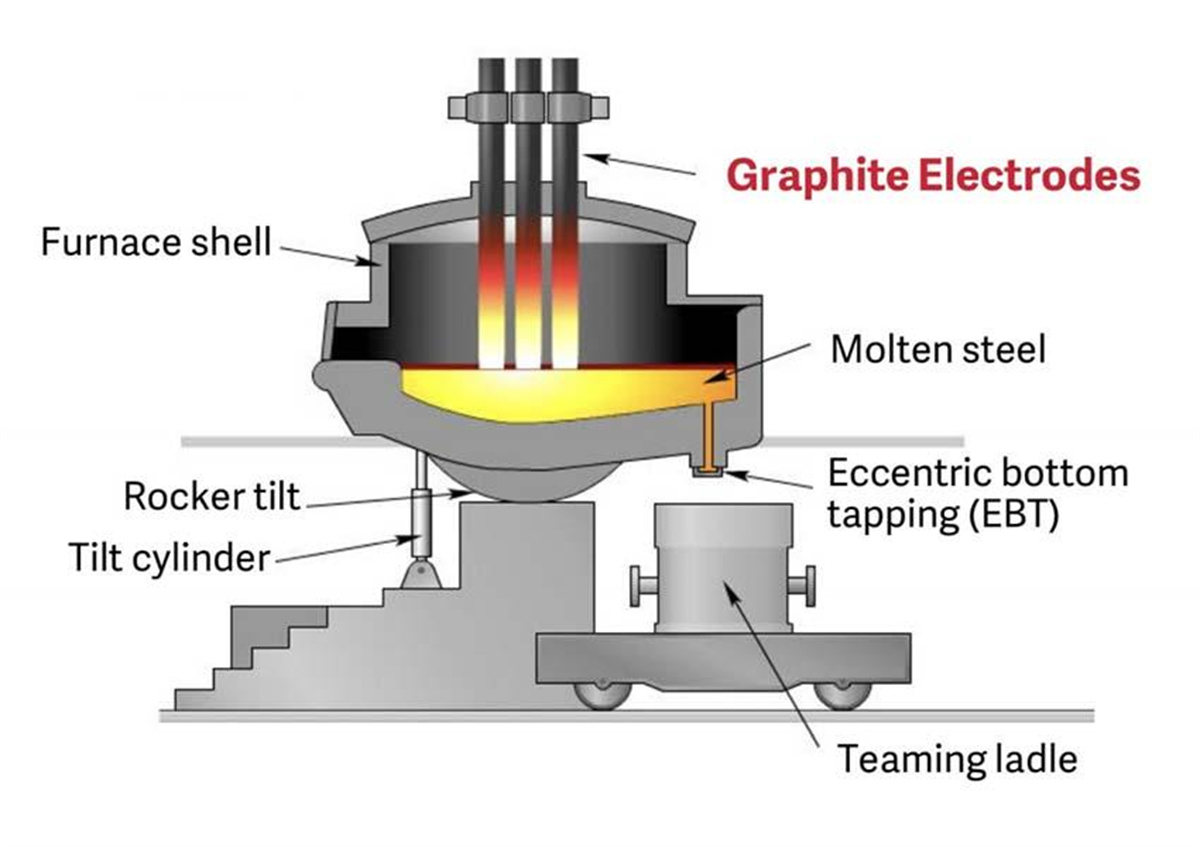
อิเล็กโทรดกราไฟท์ UHP มักใช้ในอุตสาหกรรมเหล็กในระหว่างการผลิตเหล็กเตาอาร์คไฟฟ้า (EAF) กระบวนการ EAF เกี่ยวข้องกับการหลอมเศษเหล็กเพื่อผลิตเหล็กใหม่ อิเล็กโทรดกราไฟท์ UHP ใช้เพื่อสร้างส่วนโค้งไฟฟ้า ซึ่งทำให้เศษเหล็กร้อนจนถึงจุดหลอมเหลว กระบวนการนี้มีประสิทธิภาพและคุ้มค่า เนื่องจากช่วยให้สามารถผลิตเหล็กได้อย่างรวดเร็วและมีปริมาณมาก
มุมมองส่วนและมุมมองแผนผังของเตาอาร์คไฟฟ้า
เราเป็นผู้ผลิตสายการผลิตที่สมบูรณ์และทีมงานมืออาชีพ
30% TT ล่วงหน้าเป็นเงินดาวน์ ยอดคงเหลือ 70% TT ก่อนส่งมอบ
สินค้าที่เกี่ยวข้อง
-

อิเล็กโทรดกราไฟท์ใช้สำหรับโรงกลั่นคอรันดัม
แผนภูมิพารามิเตอร์ทางเทคนิค 1: พารามิเตอร์ทางเทคนิคสำหรับเส้นผ่านศูนย์กลางเล็ก อิเล็กโทรดกราไฟท์ เส้นผ่านศูนย์กลางส่วน ความต้านทาน ความต้านทานแรงดัดงอ โมดูลัสอ่อน ความหนาแน่น CTE เถ้า นิ้ว มิลลิเมตร μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 อิเล็กโทรด 7.5-8.5 ≥9.0 ≤9.3 1.55 -1.64 ≤2.4 ≤0.3 จุกนม 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 อิเล็กโทรด 7.5-8.5 ≥9.0 ≤9.3 1.55-1.64 ≤2.4 ≤0.3 Nip...
-

Soderberg Carbon Electrode Paste สำหรับ Ferroallo...
พารามิเตอร์ทางเทคนิค รายการ อิเล็กโทรดปิดผนึก อดีตอิเล็กโทรดมาตรฐาน วาง GF01 GF02 GF03 GF04 GF05 ฟลักซ์ระเหย (%) 12.0-15.5 12.0-15.5 9.5-13.5 11.5-15.5 11.5-15.5 กำลังรับแรงอัด (Mpa) 18.0 17.0 22.0 21.0 20.0 ความต้านทาน (uΩm) 65 75 80 85 90 ความหนาแน่นของปริมาตร (g/cm3) 1.38 1.38 1.38 1.38 1.38 การยืดตัว (%) 5-20 5-20 5-30 15-40 15-40 เถ้า (%) 4.0 6.0 ...
-

เตาเผากราไฟท์ขนาดเล็กที่มีความหนาแน่นสูง
แผนภูมิพารามิเตอร์ทางเทคนิค 1: พารามิเตอร์ทางเทคนิคสำหรับเส้นผ่านศูนย์กลางเล็ก อิเล็กโทรดกราไฟท์ เส้นผ่านศูนย์กลางส่วน ความต้านทาน ความต้านทานแรงดัดงอ โมดูลัสอ่อน ความหนาแน่น CTE เถ้า นิ้ว มิลลิเมตร μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 อิเล็กโทรด 7.5-8.5 ≥9.0 ≤9.3 1.55 -1.64 ≤2.4 ≤0.3 จุกนม 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 อิเล็กโทรด 7.5-8.5 ≥9.0 ≤9.3 1.55-1.64 ≤2.4 ≤0.3 Nip...
-

ขั้วไฟฟ้ากราไฟท์เส้นผ่านศูนย์กลางขนาดเล็กกำลังปกติ
แผนภูมิพารามิเตอร์ทางเทคนิค 1: พารามิเตอร์ทางเทคนิคสำหรับเส้นผ่านศูนย์กลางเล็ก อิเล็กโทรดกราไฟท์ เส้นผ่านศูนย์กลางส่วน ความต้านทาน ความต้านทานแรงดัดงอ โมดูลัสอ่อน ความหนาแน่น CTE เถ้า นิ้ว มิลลิเมตร μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 อิเล็กโทรด 7.5-8.5 ≥9.0 ≤9.3 1.55 -1.64 ≤2.4 ≤0.3 จุกนม 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 อิเล็กโทรด 7.5-8.5 ≥9.0 ≤9.3 1.55-1.64 ≤2.4 ≤0.3 Ni...
-

เตากราไฟท์อิเล็กโทรดเส้นผ่านศูนย์กลางเล็ก 75 มม. ...
แผนภูมิพารามิเตอร์ทางเทคนิค 1: พารามิเตอร์ทางเทคนิคสำหรับเส้นผ่านศูนย์กลางเล็ก อิเล็กโทรดกราไฟท์ เส้นผ่านศูนย์กลางส่วน ความต้านทาน ความต้านทานแรงดัดงอ โมดูลัสอ่อน ความหนาแน่น CTE เถ้า นิ้ว มิลลิเมตร μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 อิเล็กโทรด 7.5-8.5 ≥9.0 ≤9.3 1.55 -1.64 ≤2.4 ≤0.3 จุกนม 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 อิเล็กโทรด 7.5-8.5 ≥9.0 ≤9.3 1.55-1.64 ≤2.4 ≤0.3 Nip...
-

ซัลเฟอร์ต่ำ FC 93% Carburizer Carbon Raiser Iro...
กราไฟท์ ปิโตรเลียม โค้ก (GPC) ส่วนประกอบ คาร์บอนคงที่ (FC) สารระเหย (VM) ซัลเฟอร์ (S) เถ้า ไนโตรเจน (N) ไฮโดรเจน (H) ความชื้น ≥98% ≤1% 0≤0.05% ≤1% ≤0.03% ≤0.01% ≤0.5% ≥98.5% ≤0.8% ≤0.05% ≤0.7% ≤0.03% ≤0.01% ≤0.5% ≥99% ≤0.5% ≤0.03% ≤0.5% ≤0.03% ≤0.01% ≤0.5% ขนาด: 0-0.50มม.,5-1มม.,1-3มม.,0-5มม.,1 -5 มม., 0-10 มม., 5-10 มม., 5-10 มม., 10-15 มม. หรือตามตัวเลือกของลูกค้าการบรรจุ: 1. กันน้ำ ...





